







CNC-Fräse/Portal Fräse - Stabilisierung Z-Achse (Trapezspindel)
Bei recht harten Materialien wie Aluminium (AW 7075) kommt die MPCNC dann langsam an ihre Grenzen. Um diese Grenzen doch noch wieder etwas zu verschieben, habe ich einen zusätzlichen Spannblock für die Spindelmutter konzipiert, der am Boden des Cores befestigt werden kann. Auch hier wieder CPE HG100 als Material, da einfach die Eigenschaften besser sind als die von PLA.
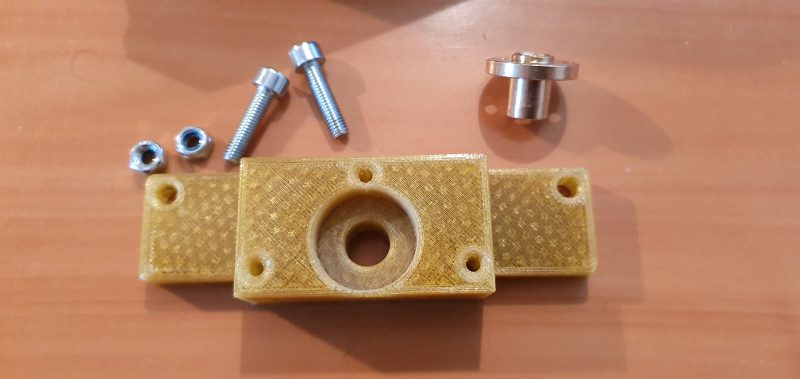
Zusatlich zu den am Core-Boden bereitgestellten Befestigungsmöglichkeiten habe ich dem Spannblock noch weitere Löcher an Stellen spendiert, über die mit 30mm Schrauben genügend Material am Core vorhanden ist, um den Block besser zu fixieren.
Am Core befestigt, kann dann eine weitere Trapez-Mutter von unten angebracht werden und so die Spindel der Z-Achse stabilisieren, so dass sie nicht mehr "schwingt".

Mit Hilfe einer Spitzzange läßt sich die Spindel durch drehen ganz einfach "spannen" und einstellen!
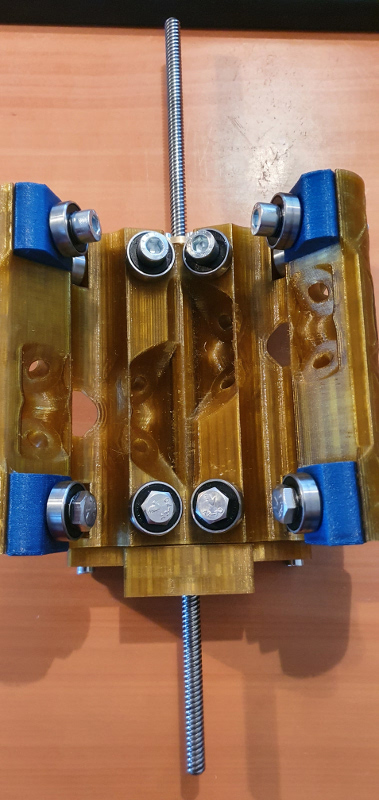
Im Foto unten sieht man, warum ich von vornherein die zusätzliche Möglichkeit zur Befestigung des Spannblocks "eingebaut" habe. Der Block sitzt nicht vollständig plan sondern "hebt" sich etwas auf der Vorderseite ab, da die Verschraubung nur am hinteren Teil angebracht ist.
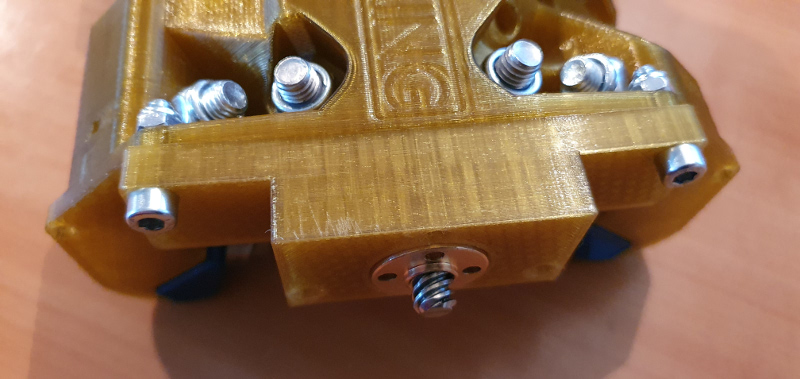
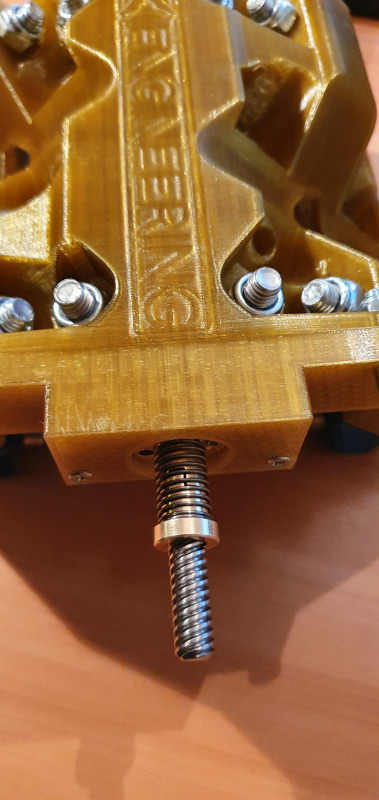
Hier die Befestigung des Spannblocks über die zusätzlichen Verschraubungen (Gewindeschraube 3x30mm). Man sieht weiterhin, dass hier noch die Spindelmutter gegen eine Anti-Backlash-Mutter (gefederte Trapezspindelmutter) ausgetauscht wurde. Nach Spannen der Mutter wurde diese durch eine Schraube fixiert.
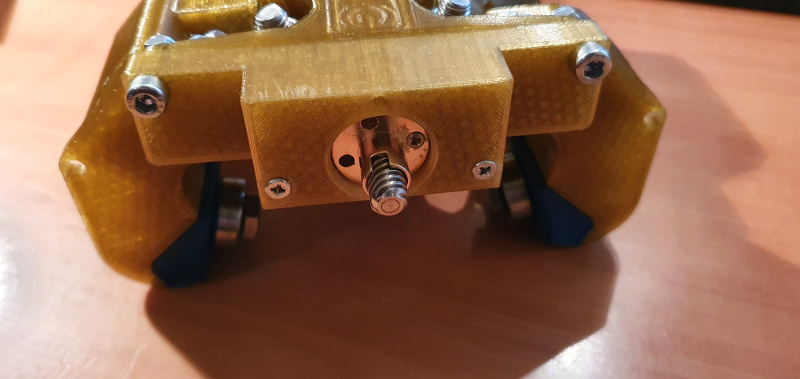
Nach Fixieren kann dann die Feder mit der gegengespannten Mutter aufgesetzt werden.
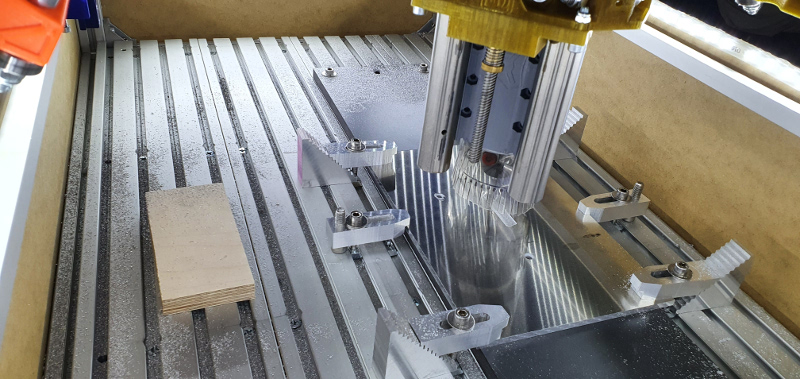
... und an der Fräse selbst sieht es dann so aus.
Nach ersten Test kann man sagen: Ein gigantischer Unterschied! Die Fräse läuft sehr viel ruhiger, die Vibrationen sind nahezu vollständig verschwunden und es können viel höhere Geschwindigkeiten beim Vorschub und beim Eintauchen (bsp. Kreistaschen) gefahren werden.